表面処理の概要: 研磨剤から高圧水への移行
表面処理は、工業用のコーティング、塗装、洗浄作業の基礎です。数十年にわたり、サンドブラスト(圧縮空気を使用して研磨媒体を表面に押し付ける)が、錆、古い塗装、スケール、汚染物質を除去するためのデフォルトの方法でした。しかし、環境規制の強化、シリカ粉塵に対する健康上の懸念、より効率的なプロセスの必要性により、ハイドロブラストへの強力な移行が推進されています。ウォーター ジェットまたは湿式研磨ブラストとしても知られるこの技術は、多くの場合、専用の装置によって生成される高圧水を使用します。 ハイドロウォーターブラストポンプ — 従来の乾式研磨剤の多くの欠点を解消し、同等または優れた洗浄結果を達成します。
ハイドロブラストとサンドブラストの違いを理解することは、単なる学問的なことではありません。施設管理者、請負業者、産業保守チームにとって、間違った方法を選択すると、プロジェクトの遅延、安全違反、基板の損傷、コストの高騰につながる可能性があります。この記事では、表面形状、発塵、廃棄物量、オペレータの安全性、および材料の適合性といった実際的な結果に焦点を当てて、2 つのテクノロジー間の詳細な技術的比較を提供します。最終的には、特定の基材や汚染の課題に対して適切なブラスト方法を選択するための体系的なフレームワークが得られるでしょう。
ハイドロブラストの定義: 切断および洗浄媒体としての純水
超高圧ウォーター ジェット (UHP ウォーター ジェット) とも呼ばれるハイドロ ブラストは、10,000 psi ~ 40,000 psi (690 ~ 2,800 bar) に加圧された水のみに依存します。水は特殊なノズルから毎秒 2,500 フィートを超える速度で押し出されます。これらの圧力では、ウォータージェットは、表面の汚染物質を破壊し、持ち上げて洗い流す動的エネルギー源として機能します。純粋なハイドロ ブラストでは、追加の研磨砂、ガーネット、スラグ、または砕いたガラスがストリームに混合されません。
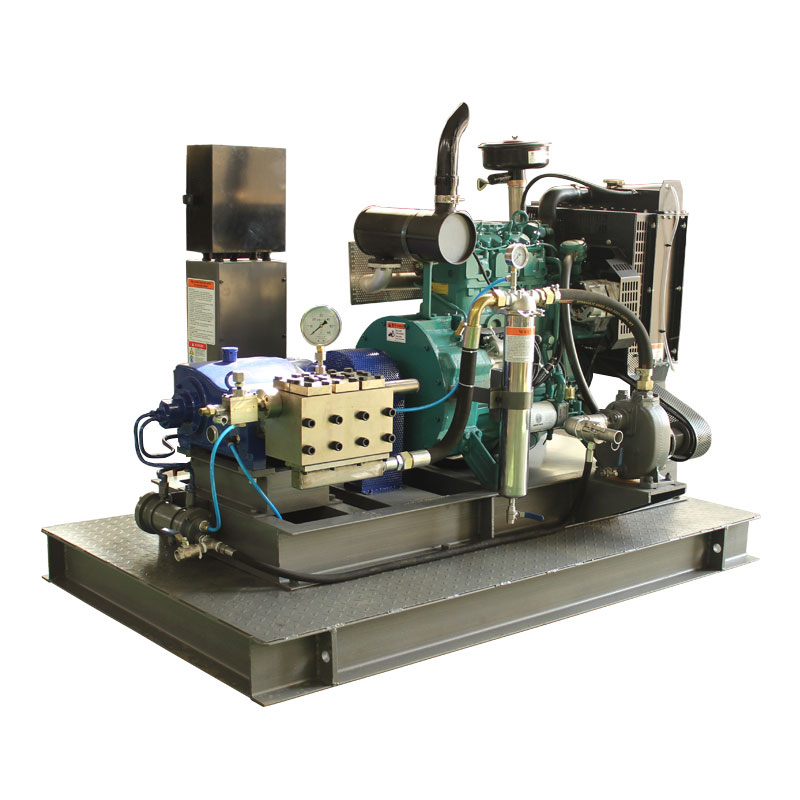
効果的なハイドロブラストの真の主力製品は、 ハイドロウォーターブラストポンプ 。これらのポンプは、極度の圧力での連続運転に耐えられるように、硬化プランジャー、セラミックまたはタングステンカーバイドのバルブシート、精密シールを備えて設計されています。標準的な高圧洗浄機 (通常は 5,000 psi 未満で動作する) とは異なり、工業用ハイドロ ブラスト ポンプは毎分 5 ~ 50 ガロンの体積流量を供給し、厚いコーティングや腐食を除去するのに十分な量と高圧を組み合わせます。水の運動エネルギーが働きます。ジェットが表面に衝突すると、急激な減速によりコーティングと基材の間に微細な亀裂が生じ、コーティングが剥離して洗い流されます。
ハイドロ ブラストの一般的な用途は次のとおりです。
- 船体から海洋生物や防汚塗料を除去する
- 熱交換器チューブ、ボイラーヘッダー、凝縮器バンドルの洗浄
- エポキシまたはウレタンコーティングを塗布する前のコンクリートの表面処理
- 工業用タンクやパイプラインからのゴムと塗料の選択的除去
- 鉄筋にダメージを与えずに劣化したコンクリートを水圧解体
ハイドロ ブラストの重要な利点は、圧力を調整できることです。圧力を 10,000 ~ 15,000 psi に下げることで、オペレーターは生物の増殖や剥がれ落ちた塗料を優しく洗い流すことができます。 30,000 ~ 40,000 psi まで高めると、同じポンプで厚さ 1 インチのエポキシ コーティングを切断したり、スチールからミル スケールを除去したりできます。この柔軟性により、 ハイドロウォーターブラストポンプ 多目的資産である一方、サンドブラスト装置は通常、基材ごとに研磨剤や流量設定を変更する必要があります。
サンドブラストの説明: 空気圧下での研磨媒体
サンドブラスト (研磨ブラストとも呼ばれる) では、通常 80 ~ 150 psi の圧縮空気を使用して粒子をターゲット表面に向かって噴射します。珪砂は歴史的には一般的でしたが、現在では珪肺のリスクがあるため、その使用は厳しく制限されています。現代の代替品には、石炭スラグ、ガーネット、酸化アルミニウム、スチールグリット、砕いたガラス、さらにはクルミの殻などがあります。研磨媒体は、不要な層を削り、えぐり、剥がすのに十分な運動エネルギーで表面に当たります。
主な構成は 2 つあります。 吸引ブラストシステム (空気がホッパーから研磨材を吸い上げる場合) および プレッシャーブラストシステム (研磨材を加圧タンク内に保持して速度を上げる場合)。一般に、プレッシャー ブラスト システムは、重度の錆や厚いコーティングに対してより積極的かつ効率的ですが、発生する粉塵も大幅に増加し、オペレータのより強力な保護が必要になります。
サンドブラストの一般的な用途には次のようなものがあります。
- 鋼橋や貯蔵タンクから重い多層塗装システムを除去
- 高摩擦コーティング用の粗い表面プロファイル (通常 2 ~ 5 ミル) の作成
- 鋳造工場での鋳鉄および鍛造金属部品の洗浄
- 墓石と記念碑の掃除(重曹などの柔らかい媒体を使用)
- 化学剥離と比較して低発熱で航空宇宙部品を剥離
普及しているにもかかわらず、サンドブラストには固有の制限があります。研磨媒体は多くの用途で使い捨てであり (消耗品コストは 1 トンあたり 50 ~ 300 ドル)、環境汚染を防ぐために封じ込め構造 (防水シート、掃除機、テント) が必要であり、粉塵の噴出により現場の視認性と作業員の安全性が低下します。さらに、より柔らかい基材 (アルミニウム、グラスファイバー、薄い金属板) では、サンドブラストを行うと反り、穴あき、または寸法変化が発生する可能性があります。
直接比較: 主要なパフォーマンス指標におけるハイドロ ブラストとサンドブラストの比較
情報に基づいて技術的な決定を下すには、定量化可能な指標全体で 2 つの方法を比較することが不可欠です。以下の表は、産業メンテナンス業務の研究に基づいた重要な違いをまとめたものです (出典: Journal of Protective Coatings & Lanings、2022)。
| メトリック | ハイドロブラスト(水のみ) | サンドブラスト(研磨剤) |
| 使用圧力範囲 | 10,000 – 40,000 psi | 80 – 150 psi (空気) 研磨速度 |
| 浮遊粉塵の発生 | ゼロに近い (水の抑制) | 高 (真空または水の注入が必要) |
| 1 時間あたりの消耗品コスト (通常) | 水道電気 ($8–$15) | 研磨材の廃棄 ($30–$90) |
| 表面形状(アンカーパターン) | 1 ~ 3 ミル (より滑らか、均一) | 2~6 ミル (鋭角、角張った) |
| 基板損傷の危険性(軟質金属) | 低(圧力調整可能) | 高(侵食、反り) |
| 洗浄後の残留物の処理 | 水分を除去した塗膜(スラリー) | 使用済み研磨材除去コーティング(固形廃棄物) |
データが示すように、ハイドロ ブラストは消耗品のコストを劇的に削減し、空気中のシリカの危険を排除します。ただし、サンドブラストはより強力な表面アンカー パターンを作成できるため、厚膜コーティング (たとえば 20 ミルのエポキシまたはポリウレタン) に適しています。この選択は普遍的なものではなく、コーティング システム、基材の冶金、現場の環境制限によって異なります。
ハイドロウォーターブラストポンプシステムのコアコンポーネント
一貫した工業グレードのハイドロ ブラストを実現するには、標準的な高圧洗浄機以上のものが必要です。専用の ハイドロウォーターブラストポンプ パッケージには、安全性とパフォーマンスにとって重要な、いくつかの設計されたサブシステムが含まれています。これらのコンポーネントを理解することは、オペレーターが問題を診断し、洗浄効率を最適化するのに役立ちます。
1. パワーエンド (ドライブトレインとクランクケース)
パワーエンドは、電気モーターまたはディーゼル エンジンからの回転エネルギーを往復直線運動に変換します。クランクシャフト、コネクティングロッド、クロスヘッドが含まれています。継続的な産業用途 (8 ~ 12 時間の勤務) では、鍛造鋼製クランクとテーパー ローラー ベアリングが必須です。パワーエンドは流体エンドから隔離されているため、水漏れによってクランクケースオイルが汚染されることはありません。油の温度と圧力を監視することは不可欠です。ベースラインより 15°F 上昇した場合は、過度の摩耗または潤滑が不十分であることを示します。
2. 流体端 (バルブ、プランジャー、シール)
流体端は流入する水を加圧します。高品質のポンプは、二重、三重、または五重のプランジャー配置を使用します。トリプレックス (3 つのプランジャー) 構成は、移動式および固定産業用のハイドロ ブラストで最も一般的です。プランジャーは通常、耐摩耗性とロックウェル A 80 ~ 85 の硬度を備えたセラミック (アルミナまたはジルコニア) で作られています。吸入バルブと吐出バルブは、微細な破片による浸食に耐えるため、炭化タングステンまたはステライトが使用されることがよくあります。シール (V パッキンまたは U カップ) は最も頻繁に交換される磨耗品です。きれいな水 (5 ~ 10 ミクロンまでろ過) を使用した通常の操作では、シールの寿命は平均 500 ~ 1,000 時間のブラスト時間です。
3. 圧力調整と安全システム
工業用ハイドロ ブラスト ポンプには、アンローダー バルブ、圧力リリーフ バルブ (PRV)、およびラプチャー ディスクが組み込まれています。アンローダー バルブは、トリガー ガンが閉じているときに水を入口に再循環させ、ポンプの行き詰まりを防ぎます。 PRV は、過圧イベントから保護するために、最大使用圧力より 10 ~ 15% 高く設定されています。ラプチャーディスクは、最終的なフェールセーフな圧力解放を提供します。これらは使い捨てであり、PRV が失敗した場合にトリガーされます。 20,000 psi を超えるハイドロ ブラスト操作には、遠隔操作の緊急停止と圧力補償付きバイパス ホースも含める必要があります。
4. ノズル技術
ノズルは衝撃力、洗浄パターン、効率に影響を与えます。一般的なタイプは次のとおりです。
- ストレートボアノズル: 切断やスポットクリーニング用に、集中的で衝撃の強いジェットを生成します。
- 0 度回転ノズル: より広い領域をカバーするには、複数の固定ジェットを備えた回転ヘッドを使用します (大きな平らな鋼板の洗浄など)。
- ファンノズル: 15°~60°の扇形パターンを作成します。これは、積極的な剥離ではなく、洗浄とすすぎに役立ちます。
- ベンチュリ (サイフォン) ノズル: 少量の研磨剤をポンプの下流に引き込みます (湿式研磨剤ブラスト)。
オペレーターはノズルオリフィスのサイズをポンプの流れと圧力に適合させる必要があります。小さめのノズルを使用すると背圧が増加し、流量が減少し、シールが損傷する可能性があります。ノズルが大きすぎると、圧力が低下し、洗浄効果が低下します。ノズルの摩耗は 1 時間ごとに測定されます。オリフィスの直径が 10% 増加すると、定流量で圧力が約 20% 減少します。
運用上の安全性と規制遵守
ハイドロブラストとサンドブラストでは、主な危険性(高圧水噴射と浮遊微粒子の吸入および研磨材の跳ね返り)により、安全要件が大きく異なります。
ハイドロブラストの安全プロトコル
ハイドロブラストにおける最大のリスクは、 液体注射による怪我 。 15,000 psiを超えるウォータージェットは、6インチの距離からでも人間の皮膚を貫通し、細菌、破片、水を皮下組織に注入します。このような損傷には緊急手術が必要であり、多くの場合切断や永久的な機能喪失につながります。緩和策には次のようなものがあります。
- 圧力低下時に自動停止する両手トリガーガン。
- 定格 40,000 psi (目の保護については ANSI Z87.1) の全身弾道ナイロン スーツ。
- 1 秒以内に圧力を逃がすことができるリモート圧力ダンプ システム。
- 偶発的な接触を防ぐためのノズル シールドまたはフット ガード。
電気モーター駆動のハイドロポンプを使用する場合、電気的安全性も同様に重要です。すべての機器は接地され、GFCI で保護されている必要があります。水のスプレーは導電性パスを橋渡しする可能性があります。オペレーターはブラストガンを取り扱う際に、決して溜まった水の中に立ってはいけません。
サンドブラストの安全性と空気品質基準
規制当局 (米国の OSHA、英国の HSE) は、吸入可能な結晶性シリカに厳しい制限を課しています。シリカの許容暴露限界 (PEL) は、8 時間の時間加重平均として 50 µg/m3 です。封じ込めなしでサンドブラストを行うと、通常、この制限を 100 倍以上超えます。必要なコントロールには次のものが含まれます。
- 設計された封じ込め (爆破室、真空回復システム、または大型防水シート)。
- 陽圧供給式呼吸マスク (タイプ CE 研磨ブラスト呼吸マスク)。
- シリカ含有研磨剤を使用する場合は、毎日の空気モニタリング。
- 対策レベル(25 µg/m3)を超えて暴露された労働者に対する医療監視。
さらに、サンドブラストでは高レベルの騒音(ノズルで 110 ~ 120 dBA)が発生するため、二重の聴覚保護具(耳栓、イヤーマフ)が必要です。ハイドロ ブラストは、依然として騒音 (水の乱流による 95 ~ 105 dBA) はありますが、一般に静かで、研磨衝撃音もありません。
環境への影響と廃棄物管理の考慮事項
環境規制により、ブラスト方法の選択はますます重要になります。 2 つの重要な側面は、大気への排出と固形廃棄物の処理です。
大気排出量: サンドブラストでは、古い塗料 (鉛、クロム、亜鉛) と研磨剤自体からの重金属を含む粒子状物質 (PM10 および PM2.5) が放出されます。多くの管轄区域では、屋外で爆発が発生した場合、粉塵の逃亡許可とリアルタイムの粉塵監視が必要です。ハイドロブラストでは、水が粒子を包み込んで沈殿させるため、飛散する粉塵を除去します。実際、ハイドロブラストは、水域近くの特定の欧州連合 Natura 2000 保護区での表面処理に許可されている唯一の方法です。
廃棄物の量と分類: サンドブラストでは、コーティングの厚さと研磨剤の種類に応じて、洗浄された鋼材 1,000 平方フィートあたり 1 ~ 5 立方ヤードの固形廃棄物が発生します。この廃棄物は、処分する前に、危険特性 (毒性、腐食性、反応性) を検査する必要があります。剥がされたコーティングに鉛が含まれている場合、混合物全体が有害廃棄物となり、廃棄コストは 1 トンあたり 200 ドルを超えます。ハイドロブラストでは、現場で濾過できる水っぽいスラリーが生成され、少量の固体残留物(1,000 平方フィートあたり 0.5 立方ヤード未満)からきれいな水(リサイクルまたは許可があれば排出可能)が分離されます。廃棄物の量が減れば、輸送費、埋め立て料金、責任の負担が直接軽減されます。
成長傾向にあるのは、 クローズドループハイドロブラスト 、ここで、 ハイドロウォーターブラストポンプ 真空回収ユニットおよび水ろ過システムと組み合わせます。この設定では、ノズルで水とゴミの 98% を捕捉し、表面をすぐにコーティングできるほど乾燥した状態に保ちます。クローズドループシステムにより流出がなくなり、環境封じ込めテントが不要になります。
現実世界の生産性データ: 平方フィートあたりの時間とコスト
実用的な洞察を得るために、屋外の車両基地にある 5,000 平方フィートの炭素鋼板から 250 ミクロン (10 ミル) のエポキシ塗料を除去するという典型的なプロジェクトを考えてみましょう。以下の表は、40,000 psi ハイドロ ブラスト システム (流量 8 gpm) と、ガーネット研磨剤を使用した 120 psi 圧力ブラスト サンドブラスト システム (350 cfm エアコンプレッサー) の 2 つのシナリオを対比しています。コストは、中程度のコストがかかる米国の工業地域の概算です。
| パラメータ | ハイドロブラスト | サンドブラスト(ガーネット) |
| 清掃速度 (平方フィート/時間) | 150 – 200 | 120 – 160 |
| 作業時間(オペレーター2名) | 25~33 | 31 – 42 |
| 人件費 (合計 75 ドル/時間) | $1,875 – $2,475 | $2,325 – $3,150 |
| 消耗品(水 vs ガーネット) | 300ドル(水道電気代) | $2,100 (8,000 ポンドのガーネット @ $0.26/ポンド) |
| 廃棄物処理費用(非危険物) | $250 – $400 | $800 – $1,200 |
| 推定総事業費 | $2,425 – $3,175 | $5,225 – $6,450 |
ハイドロ ブラストの生産性の利点は、媒体補充のためのダウンタイムの短縮、粉塵管理 (テントの設営/撤収) の不要さ、および廃棄物の処理の削減から生じます。ただし、高圧ポンプの稼働が非効率な狭いエリア (500 平方フィート未満) や、非常に厚いコーティング (30 ミル以上) で深いアンカー パターンが必要な表面の場合は、サンドブラストの方が費用対効果が高くなります。
ハイドロ ブラストとサンドブラストのどちらを選択するか: 意思決定マトリックス
次のプロジェクトの特性に基づいて選択してください。複数の基準が異なる方法を示している場合は、安全性と基材の完全性を優先してください。
- 次の場合にハイドロ ブラストを選択します。 基材が柔らかい (アルミニウム、銅、グラスファイバー、プラスチック)、粉塵の放出が禁止されている、水の流出を抑えることができる、リサイクルが必要である、またはオペレーターの呼吸器保護が限定されている。また、コーティングが厚くてもろい場合(エポキシ、ポリ尿素、海洋防汚剤)には水力を選択してください。水は研磨剤よりも早くコーティングを傷つける可能性があります。
- 次の場合にサンドブラストを選択してください。 基材が厚いスチールまたはコンクリートで、深く角張ったプロファイル (NACE No. 3 / SSPC-SP 5 ホワイトメタル) を必要とする場合、重いミルスケールが存在する場合、水が利用できないか、氷点下でハイドロブラスト処理ができない場合、またはコーティングが薄く (<5 ミル) て硬い場合 (焼き付けエナメル、パウダーコート)。
- ハイブリッド湿式研磨ブラストを検討してください。 これは、 ハイドロウォーターブラストポンプ (水を加圧するため) ノズルに研磨剤注入システムを備えています。粉塵を抑えながら切削効果を高めます。乾式サンドブラストよりも表面の埋め込みが少なく、重度の錆を除去するのに役立ちます。
複数の現場 (製油所、橋、水処理プラント) にサービスを提供するほとんどの産業メンテナンス請負業者にとって、高圧設備への投資 ハイドロウォーターブラストポンプ より高い汎用性、最新の環境規制への準拠、長期的な運用コストの削減を実現します。ただし、電気機器や精密機械への水による損傷が懸念されるニッチな用途には、サンドブラスト ユニットが依然として重要です。
よくある質問 (FAQ)
Q1: ハイドロブラストはサンドブラストと同じくらい効果的に錆を除去できますか?
はい、20,000 psi を超える圧力では、きれいなウォーター ジェットで重度の錆 (ミル スケールや孔食) を除去できます。結果として得られる表面はきれいになりますが、サンドブラストによって得られる角張ったアンカー パターンが欠けている場合があります。高肉厚コーティングを受ける構造用鋼の場合、多くの仕様では、コーティング前にフラッシュ錆が発生しないことを条件に、表面プロファイルが 1.5 ~ 2.5 ミルのハイドロ ブラスト表面を受け入れます。実際には、水またはフラッシュ防錆剤に腐食防止剤を添加することが推奨されます。
Q2: ハイドロ ウォーター ブラスト ポンプはサンドブラスト コンプレッサーよりもメンテナンスに費用がかかりますか?
工業用ハイドロ ブラスト ポンプ (40,000 psi) の初期資本コストは、通常、同等のサンドブラスト コンプレッサー設定より 2 ~ 3 倍高くなります。ただし、研磨媒体搬送部品 (ホース、定量バルブ、集塵機) を交換する必要がないため、5 年間のメンテナンスコストは低くなります。ハイドロポンプの主な摩耗部品はシール、プランジャー、バルブです。流体端の完全な再構築には 1,000 稼働時間ごとにおよそ 1,500 ~ 3,000 ドルの費用がかかりますが、サンドブラスト ノズルとホース アセンブリは 200 ~ 400 時間ごとに摩耗する可能性があります。
Q3: ハイドロブラスト装置を操作するには特別な訓練が必要ですか?
はい。ハイドロ ブラストのオペレータは、高圧の安全性、ノズルの取り扱い、ポンプの起動/停止シーケンス、および緊急手順を含む認定トレーニング (例: WaterJet Technology Association – WJTA) を完了する必要があります。訓練を受けていないオペレーターは、注射による重傷やポンプの過圧の危険があります。サンドブラストにもトレーニングが必要ですが、呼吸器の保護と研磨剤の取り扱いという危険性は異なります。プロバイダーが認定トレーニングを提供していることを必ず確認してください。
Q4: ハイドロブラストは屋内または配電盤の近くで使用できますか?
はい。ただし、電気コンポーネントを適切に収納し、防水性のある筐体に収めた場合に限ります。ハイドロ ブラストは、ノズルから 30 ~ 50 フィートまで届く微細なミストを生成します。屋内での使用の場合、多くの請負業者は、衝撃点で水分の 95% を捕捉する真空補助ハイドロ ブラスト (「ダストレス ブラスト」とも呼ばれる) を使用しています。通電中の電気機器がある環境では、粉塵があっても、完全封じ込めによるドライサンドブラストまたは手動研磨洗浄 (ニードルガン、スクレーパー) の方が安全な場合があります。
Q5: ハイドロブラスト廃水にはどのような処分オプションがありますか?
スラリーを沈降タンクまたはフィルタープレスに通して、水から固体(ペイントチップ、錆、破片)を分離します。固体は、元のコーティングに鉛、カドミウム、またはクロムが含まれていない限り、乾燥するとほとんどの場合無害として分類されます。浄化された水は、ハイドロ ブラスト ポンプで再利用するか (真水の消費量を 80% 削減)、地元の公営処理施設 (POTW) の許可を得て下水道に送ることができます。明示的な許可なしに、未処理のハイドロブラスト水を雨水管や自然水域に決して放出しないでください。